
在上次讲到的选钛厂扩能改造中,湿式溢流型球磨机的安装也是非常棘手的问题,今天豫晖专家讲述的就是湿式溢流式球磨机的安装工艺流程及安装技术要求。
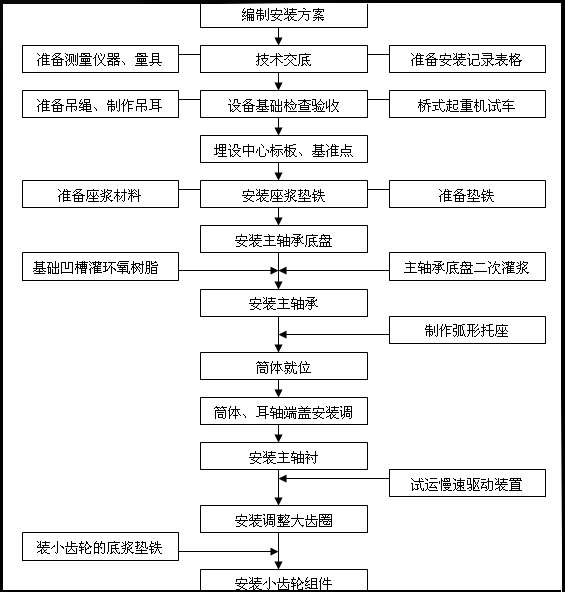
湿式溢流型球磨机安装工艺流程:
湿式溢流型球磨机安装的工艺工艺流程如下图所示。
湿式溢流型球磨机安装技术要求:
转筒:(1)转筒较主要的两端空心轴的横向中心距:转筒法兰两端应平行且法兰自身应在同一平面上;转筒纵向中心线与法兰应相互垂直;偏差不超过0.2/1000。两端空心轴与转筒应同心,其中心线偏差不大于3MM。(2)筒体各部螺栓孔的大小、距离、数量进行一次较核,应与图纸相符。
空心轴:(1)检查空心轴面加工质量,轴颈部分工作表面粗糙度一般不低于1.6。不应有伤痕、锈迹,凹陷等缺陷。一般伤痕是局部的且深度不大于0.3MM。可采用加工处理。(2)空心轴荼部分的轴径、椭圆度、锥度偏差不应大于0.05MM。
主轴承:(1)按转动机械安装通则规定进行基础检查、长线及配制垫铁。(2)测量就位前后轴承座台板横向中心线应平行,对角线偏差不允许超过2MM。(3)在台板上涂一层黄干油,将球面瓦吊入球面轴承座上,利用事先配制好的定位套管装好,进行球面瓦就位找正。找正后应将两侧地脚螺栓先拧紧,中间垫铁原则是中间台板较相邻位置略高些,同时取出临时定位套管,用手推动球面瓦侧前后左右四个方向极限位置,并做标记。(4)主轴瓦安装好后,用拉钢丝法复查两个主轴承和轴瓦中心是否一致,并以乌金瓦底(较低点)表面检查主轴瓦水平及标高。测量两轴瓦底面高低差不大于0.5MM,轴承本身纵向(瓦底)、横向(瓦口)应保持水平。(5)两轴承中间距离应满足(筒体长度+膨胀值)总尺寸要求,其偏差不大于+2--+4MM。
大齿轮:(1)大齿轮在正式安装前应进行试拼装,要求接头处密合,用0.05MM塞尺塞不进;接合面积不小于75%;定位销与销孔内壁有80%以上的接触面,试装合格后打上印记;解开放平以防变形。(2)注意必须对转筒两侧用手动葫芦拉紧,以防转动,上部装完以销钉和试装记号为准装下半片大齿轮(也可转动固定后仍上装),大齿轮装后正式拧紧法兰螺栓,如发现个别孔错位,应在其轴向、径向晃度调正后铰孔。(3)大齿轮与法兰面应接触良好,局部间隙不大于0.1MM。(4)大齿轮轴向、径向晃度用百分表法测量。将大齿轮一周等分8份,轴承加润滑油,盘动转筒,每转45度记录一次,转一周回到原点,其数值与前此点记录一样,既可以记录此次记录为准,算出大齿轮轴向、径向晃度。径向晃度不大于节圆直径半数乖以0.25,轴向晃度不大于节圆直径半数乖以0.35。一般按径向不大于1.0MM、轴向不大于1.2--1.5MM控制。(5)对于主轴承装有顶轴油泵的球磨机,应对油泵、油系统设备,尤其瓦与顶轴油管接管座、瓦体顶轴油槽应仔细检查。油系统应做1.5倍水压试验。
球磨机的安装是其进行作业的前提,球磨机设备的正确安装可以为我们后来的工作省去不少麻烦,各个配件的排列安装都是经过技术工作者深思熟虑的,安装不到位必定会相应缩短湿式溢流型球磨机的工作寿命,请大家重视这一点,详情咨询河南豫晖球磨机设备网。
文章由 湿式球磨机 http://www.qiumojiyh.com 收集整理