
球磨机主要是用来对各种矿石物料进行研磨、磨碎,其制粉系统直接影响着球磨机的研磨成果,对制粉系统的研究分析能有效控制其研磨后成品的规格质量。今天豫晖专家就对球磨机制粉系统的特性分析、影响制粉系统运行的因素、控制算法设计及应用实例与效果分析的问题展开系统地讲解。
1、球磨机制粉系统特性分析
球磨机中贮式制粉系统结构如图1i所示以给煤为例。
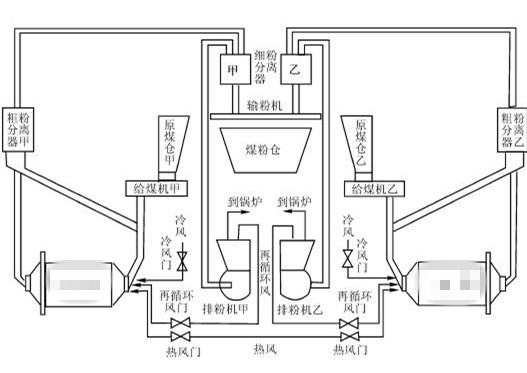
通常采用1炉2台球磨机配置,根据锅炉负荷需要和球磨机制粉能力,运行其中的1台或2台球磨机。球磨机出力主要由研磨出力、干燥出力、通风出力3个因素决定,制粉系统出力取决于3个出力中的较小值,因此本文对制粉系统的动态特性进行分析,针对球磨机的负荷、出口温度、入口负压3个回路展开。
研磨出力指球磨机在单位时间内磨制磨粉的能力,其出力的大小与球磨机的存煤量、钢球量、钢球级配、衬板磨损等有关。在钢球、衬板等条件一定时,存在一个较佳负荷,此时研磨出力较大,电耗较低,对应的研磨单耗较低。球磨机存煤量的改变对系统风温和风压有一定影响,随着球磨机负荷的增加,其出口温度会降低,出入口压差增大。在正常工况下运行调整时,由于该影响较小,可以作为其它2个回路的扰动处理。干燥出力指制粉系统将湿磨粉烘干加热到规定温度的能力。煤只有被完全干燥后才便于研磨和输送。在增大热风门开度增加球磨机干燥出力时,球磨机通风出力也随之增强。通风出力指制粉系统的携粉能力,通风量越大,系统所能输送的磨粉量也就越大,但风量过大会导致携带磨粉过粗。通风出力通过调整再循环风门开度(热风送粉系统)进行控制。由于干燥出力和通风出力2个回路是通过热风门和再循环风门调整、相互间有较强的耦合作用,在控制算法中必须进行解耦才能取得较好的控制效果。
综上所述,对制粉系统实施自动控制需考虑以下问题。
(1)大惯性、大滞后,表现为球磨机负荷设定值变化后,球磨机存煤量并不是立即改变,而是缓慢变化。
(2)强耦合,表现为调整干燥出力和通风出力时,在增大热风门开度提高球磨机出口温度的同时也会使通风量增加;在增大再循环风门开度增加通风量的同时会导致球磨机出口温度降低,干燥出力减小。
(3)模型时变,制粉系统在运行过程中存在很多可变因素,有些因素会导致系统整体的变化,进而改变系统运行工况。如钢球、衬板的磨损,执行机构的老化,风门线性度变差,通风管道漏风,球磨机轴承漏粉等。随系统工况改变,原较优工况发生变化,需及时调整控制器参数。
2、影响制粉系统经济运行的因素
球磨机、排粉机是制粉系统的主要耗电设备,系统正常运行时其电耗不会有明显变化。制粉系统的经济运行主要为提高系统的出力来降低制粉单耗。在正常情况下,影响制粉系统出力的主要因素有:(1)通风量太小时,不能及时将磨粉送出,使得部分粉过度磨制,系统出力降低;通风量太大,使排粉机电耗增加,且带走的磨粉较粗。
(2)通风温度太低,磨粉得不到充分干燥,将使磨粉的可磨性变差,系统出力降低;通风温度过高时,又容易引起球磨机内爆。
(3)球磨机存煤量过小,钢球下落的动能只有一部分用于研磨,另一部分消耗于钢球的空撞磨损;球磨机存煤量过大时则钢球下落高度减小,钢球间煤层加厚,部分能量消耗于煤层的变形,研磨出力降低,严重时将造成筒体堵塞。
3、控制算法设计
从对球磨机中贮式制粉系统经济运行影响因素的分析中可以看出,制粉系统优化控制的关键在于通过自动控制,自动调节给粉量使球磨机负荷位于较优工作点附近。同时,调整热风门和再循环风门,获得与研磨出力相匹配的干燥出力和通风出力,使制粉系统的出力维持在较大状态。本文设计的球磨机中贮式制粉优化控制系统如图2i所示。
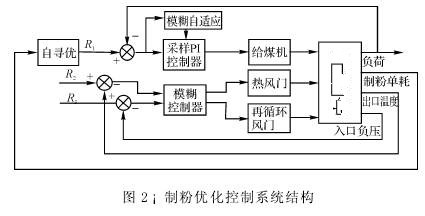
图2i中R1为球磨机负荷设定值,R2为球磨机出口温度设定值,R3为球磨机入口负压设定值。将球磨机负荷回路作为主控回路,采用采样PI控制克服负荷回路大滞后、大惯性的特点,用模糊控制器作为自适应机构;根据制粉系统状态调整采样PI控制器的PI参数,采用动态自寻优算法克服系统模型时变的影响,保证负荷回路实时跟踪较优工况;风温、风压回路采用了双入双出的模糊控制器实现解耦控制,保证控制过程稳定可靠。图2i制粉优化控制系统结构由于制粉系统存在强耦合作用,为了取得较好的控制效果,必须进行解耦。系统的耦合作用主要表现在风温、风压回路,即热风门、再循环风门的调整对球磨机出口温度、入口负压的影响。对此,传统的基于数学模型分析的方法难以适用。本文仿照人工操作逻辑思维,设计了一种智能解耦模糊控制方法,利用模糊规则对耦合回路进行解耦。
本文设计的双入双出模糊解耦控制器,在控制时不再简单地将球磨机出口温度与热风门开度对应,入口负压与再循环风门开度对应,而是把各个参数之间的相互影响作为一个整体来考虑。例如,球磨机入口负压偏高且出口温度偏低时,若按单回路考虑,则分别减小再循环风门开度以降低负压,增大热风门开度以升高温度。但是,由于回路之间的耦合作用,在负压己经较高时再增大热风门开度势必造成系统正压增大。这时只要适当减小再循环风门开度,就既降低了负压,又升高了温度(图3模糊解耦控制系统)。
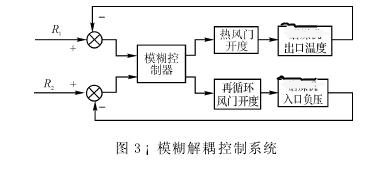 图3i中R1为球磨机出口温度设定值,R2为球磨机入口负压设定值。模糊控制器输出分别控制球磨机热风门开度和再循环风门开度。控制规则见表1、表2,e1和e2分别代表球磨机出口温度偏差和入口负压偏差。在实际运行中,采用离线计算获得模糊输出查询表,根据采集的温度偏差和入口负压偏差,可查相关表获得控制输出值。考虑到实际运行中风门具有较大的延迟,并且风门大幅度动作对锅炉燃烧有影响。因此,控制输出采用增量式算法,这样能够与执行机构较好的配合,获得满意的控制效果。
图3i中R1为球磨机出口温度设定值,R2为球磨机入口负压设定值。模糊控制器输出分别控制球磨机热风门开度和再循环风门开度。控制规则见表1、表2,e1和e2分别代表球磨机出口温度偏差和入口负压偏差。在实际运行中,采用离线计算获得模糊输出查询表,根据采集的温度偏差和入口负压偏差,可查相关表获得控制输出值。考虑到实际运行中风门具有较大的延迟,并且风门大幅度动作对锅炉燃烧有影响。因此,控制输出采用增量式算法,这样能够与执行机构较好的配合,获得满意的控制效果。
U1(n)=ΔU1+U1(n-1)=k1×Y1+U1(n-1) U2(n)=ΔU2+U2(n-1)=k2×Y2+U2(n-1)
式中:U1(n)———热风门的控制输出结果;U2(n)———再循环风门的控制输出结果;k1———热风门输出控制量的比例因子;k2———再循环风门输出控制量的比例因子;Y1———热风门模糊控制器输出;Y2———再循环风门模糊控制器输出。
4、应用实例与效果分析
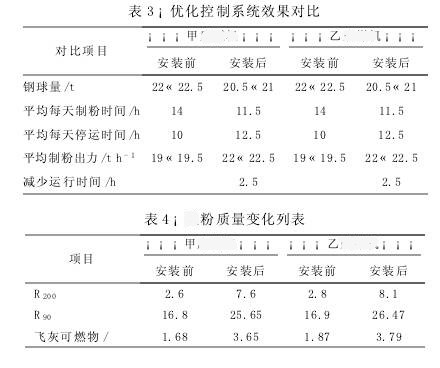
本文所设计的制粉优化控制系统已成功应用于河南豫晖矿山机械有限公司5号炉制粉系统。该系统投入使用后取得明显效果,制粉系统出力(2台球磨机)平均提高了6 t/h。与未使用前的同负荷水平相比,提高制粉出力15%。投入自动控制后,制粉系统持续稳定运行,杜绝了球磨机堵粉和空球磨机运行现象,增加了整个制粉系统运行的安全性。制粉系统安装优化控制系统前后运行对比见表3i。安装制粉优化控制系统后,磨粉细度提高,磨粉均匀性指标n值约为0。8,飞灰可燃物指标在2%~4%以内。经过一段时间运行后,锅炉燃烧状况良好,各项污染物指标均正常。安装前后数据对比见表4i。
球磨机制粉系统的研究控制对球磨机的生产有着重要意义,生产优质且符合规格的矿粒是球磨机厂家的一致目标,学习本次关于球磨机制粉系统的特性分析、影响制粉系统运行的因素、控制算法设计及应用实例与效果分析等相关知识,希望对您系统了解球磨机的制粉系统能有所帮助!河南豫晖真诚欢迎您的到来耐心细心为您解决困惑!